
 官方微博
官方微博
 官方微信
官方微信
 联系我们
联系我们
 搜索
搜索

 反应技术简介
反应技术简介

 您的位置:首页 - 反应技术简介 - 反应技术简介
您的位置:首页 - 反应技术简介 - 反应技术简介
反应技术简介
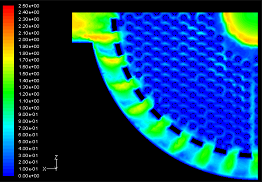
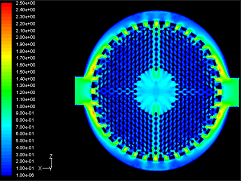
利用航天流体换热技术对列管式固定床反应系统内部的流体流动及换热机理进行了深⼊的研究,研制并交付的5千至9万吨/年苯酐、6千至7万吨/年顺酐、6千至10万吨/年丙烯酸、3千至5千吨/年R134a、R125以及3千吨/年均酐、2千吨/年蒽醌、2千吨/年萘酐、1万吨/年吡啶、3万吨/年氰基吡啶、1万吨/年三甲基吡啶、1千吨/年3-甲基苯酚、12万吨/年甲基丙烯酸甲酯、氯代苯酐、2.5万吨/年氢氰酸、1万吨/年乙腈、3万吨/年丙烯醛等固定床反应系统,其多项产品为国内首创。可根据用户需求订制多品种、多系列的反应系统。
经过三十余年的反应技术研究与制造,掌握了反应系统的关键核心技术,先后开发研制出多品种、多系列的反应系统。同时在新型反应技术及装备如高空速反应技术、多段床反应技术、滴流床反应技术及装备上取得重大突破,应用领域拓展到医药中间体、新能源锂电池等行业。
已交付用户使⽤的反应系统产品,具有以下优点:
1、装置常年运行稳定,达到了投料及产量要求,反应系统移热及时、充分;
2、床层温度分布充分满足工艺系统对催化剂的使用要求,有效延长催化剂的使⽤寿命,达到国际一流装置温差控制水平;
3、反应系统各设备高度集成,具有结构紧凑、占地省、热媒容量少、操作方便等优点;
4、热能利用率高、节能效果明显。利用物料在反应器内产生的大量反应热,副产高品位的饱和或过热蒸汽,经济效益显著,绿色节能环保。
公司作为国内列管式反应系统的方案解决专家,拥有400余套大型反应装置业绩,目前现有的反应装置,已投运的单台(套)最大装备逾1000吨,反应管超55000根,直径超10米。



